|
������� ������ ������� ��������� ���� ����������� � ���, ��� ����������� ����� ���������� ����� � ������� �������� ������� ��������� ������� ����� �������, ����� ���� �������� �������� ������������� ���������. ������ ������� ����������� ������� � �����, � ������� � ��� ������������ ����������, ������������ �� ����� ����� �����, ��������� ������.
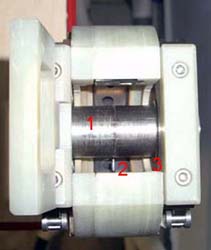
����� ��� ��������� �������. ������� ��������:
1 - ����������� �����
2 - ����� � ������� � ��� ������������ ����������
3 - �������� (��������) �������
������� ������� ��������� ��������� ��������, ������� ��������� �������� �������� ���������� ���� � ����������� �� ����������������� ��������� ��������� � ��������� ����������� ���� � ���, ����� ���������� ��������������� ������������ ����� � �������� ��������� �������� ����������.
��������� ��� ��� ������� ����������, ��� ��������� ����������� ������� ������ ���� �� 4.0�� ��� ������ ����������� ���� � �� 3.5�� ��� ������ ������ ���������� ��� ������������ ������������ �������� ���.
������ ��������� ������� ���������� �� ������������ �������� ����������� ����.
������ ����� ��������� ������� �� �������� � �������� ������������ ����� ������ �������� �������.
������ �������� �������, ��������� �� ���� ��������� (��������), ���������� �� ���� ������������� �������.
��� ���������� ������ ���������� ���� ����� – ����� ���������� ��� ��������� �������� ������� – �� ������ ��������� � ������ �������� ��������� �������.
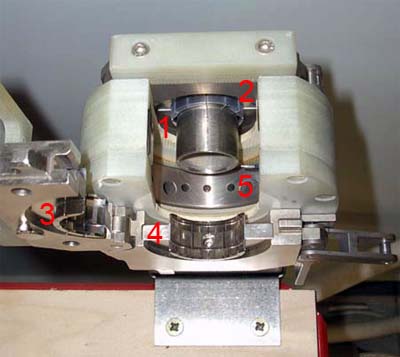 |
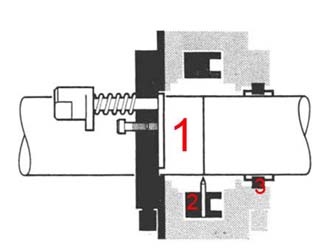
�� ������� ������� ��������:
1 - �������� ������� - ������ ��������� ������� ���������
2 - �������� ������� - ������ ��������� ������� ���������
3 - �������� ������� - ������ ��������� ������� ���������
4 - �������� ������� - ������ ��������� ������� ���������
5 - ����� � ������� � ��� ������������ ����������
|
���� ���������� ��������� �����, ������� ������� ������� �� �������� ��� ������ ��������� �������, ����������� ������ ��������� ������� � ������ ���������� ����������� ���������.
����������� � ������� ���� ������ ���������:
- ������� ������������������ - �������� ������ �� 170 ��/���
- ��������� - ��� ������������ ���������
- �������� ���������� ���� ��� ������ – ���������� ������ «�����������» �����
- �������� ������� ������� – ���������� ������� ����������� �� «����������» � ������ ������ ������� �� ����� ����. ���� ����������� ������ �������� �������������, �� ����� ������������ ������� ��� ����� ��� ���� ����� �������
- ������������ ������ ���������� ����� ��� ������ – ������ ���������� � �������� ������, ����������� �������
���������� ������� �������:
- ����������� ������� ������ ����������� ���� – 4.0�� ��� ����������� ������, 3.5�� ��� ��������� ����� ����������
- ������������� ����� ��������� �������� ���� ��� ������ ���������� ����������� ����
����� :

|